集光用反射ミラー作成しました。
 集光用反射ミラーの仕様
集光用反射ミラーの仕様集光用反射ミラーは結像用と異なり、ミラー面の精度はあまり必要とされません。しかし、発光源からの有効立体角を大きくする必要上、大きなミラーが有利となります。
(1)材質:アルミ(A1050P)t1
(2)外形:□120mm(四隅10mmの面取り)
(3)加工方法:冷間鍛造による板金加工
*冷間鍛造による板金加工では面精度はあまりでませんが、大きなミラーを軽量、低コストで加工できます。
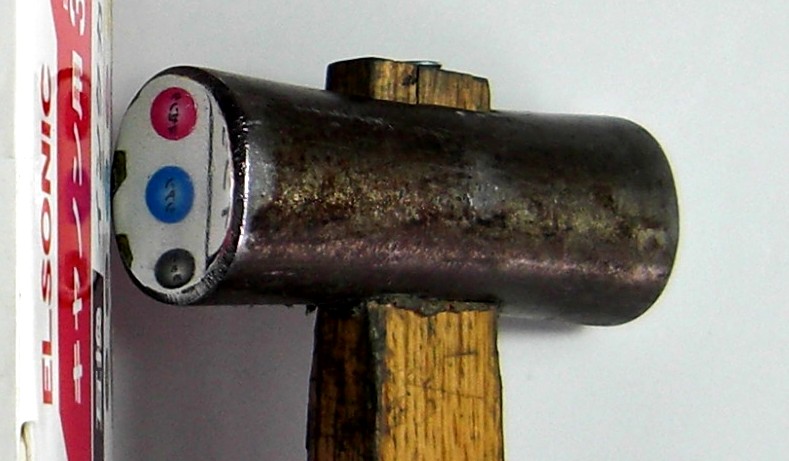
冷間鍛造による板金加工で使用するハンマーの先端加工(1)ハンマーの一方の面を球面ミラー加工します。
球面ミラー側外観を以下に示します。
(2)ハンマーのもう一方を平面ミラー加工します。(今回は使用しません)
平面ミラー側外観を以下に示します。

*ハンマーの素材は焼きいれ焼き戻しされたマルテンサイト系の硬い材料です。
*このため、研磨キズが付きにくく容易にミラー研磨できました。
*硬いため、研磨後はキズが付きにくい特徴があります。
(思いのほか簡単にミラー研磨できました!!)
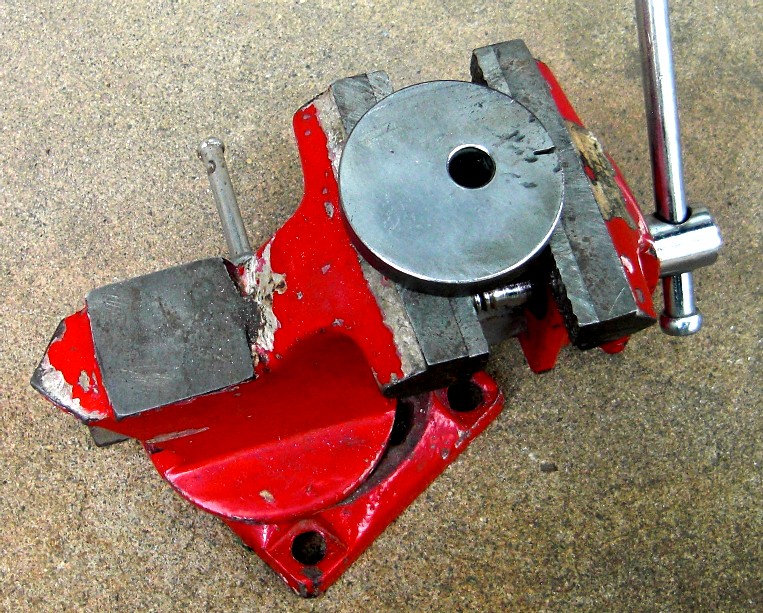
冷間鍛造による板金加工で使用する金床間鍛造による板金加工で使用する金床は不要となり処分したポンプの部品を転用しました。
素材は軟鉄のようで、キズ付きやすくミラー研磨しにくいため、簡易研磨のみとしました。
外観を以下に示します。
 冷間鍛造後のミラー凹面側外観
冷間鍛造後のミラー凹面側外観平面の金床とハンマーの球面側を使用して冷間鍛造しました。
冷間鍛造後のミラー凹面側外観を以下に示します。

*表面はハンマー跡が複雑な模様となっています。
*ハンマーの球面側の面粗さがそのまま転写されています。
冷間鍛造後のミラーと凸面側外観平面の金床とハンマーの球面側を使用して冷間鍛造しました。
冷間鍛造後のミラー凸面側外観を以下に示します。

*表面はハンマー跡が複雑な模様となっています。
*平面の金床の面粗さがそのまま転写されています。
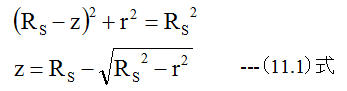
曲率半径(Rs)と段付ボルト取付半径(r)と基準平面板と球面の高さの差(z)の関係式再研磨後表面側外観を以下に示します。
曲率半径 Rs
段付ボルト取付半径 r
基準平面板と球面の高さの差 z
とした場合以下の関係式で計算します。
また、放物面鏡の焦点距離(f)と段付ボルト取付半径(r)と基準平面板と球面の高さの差(z)の関係式は
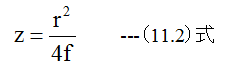
となります。
集光用反射ミラーの目標値と実測値集光用反射ミラーの目標値と実測値を表にすると以下のようになりました。
| 曲率半径 | Rs | 280 | mm |
| 焦点距離 | f | 140 | mm |
| - | 球面 | 放物面 | 実測 |
| r(mm) | z(計算値) | z(計算値) | z(実測) |
| 0 | 0 | 0 | - |
| 5 | 0.045 | 0.045 | - |
| 10 | 0.179 | 0.179 | 0.2 |
| 15 | 0.402 | 0.402 | 0.5 |
| 20 | 0.715 | 0.714 | 0.9 |
| 25 | 1.118 | 1.116 | 1.3 |
| 30 | 1.612 | 1.607 | 1.68 |
| 35 | 2.196 | 2.188 | 2.23 |
| 40 | 2.872 | 2.857 | 2.8 |
| 45 | 3.64 | 3.616 | 3.45 |
*球面においては、半径rが大きいとき、zの計算値が放物面より大きくなります。(これを正の球面収差といいます。)
*集光用反射ミラーの実測値においては、半径rが大きいとき、zの値が放物面よりかなり小さくなっています。(かなり大きな負の球面収差を持っています。)
*しかし、集光用反射ミラーにおいては面精度をあまりきにする必要はありません。
アルミ表面の腐食防止対策*アルミは非常に反応しやすく、乾燥空気中では酸素と結合しアルミナとなります。
*酸素はアルミナ膜を浸透し反応は経時的に進行します。
*アルミニウムは両性金属で、酸にも塩基にも溶解する。
以上の特性から、何らかの腐食防止対策が必要となります。
(1)腐食防止剤
以下の材料をスプレーコートしました。
購入先:アマゾン
品名:KURE [ 呉工業 ] シールコート (316ml) 防錆・光沢保護剤 [ 品番 ] 1018 [HTRC2.1]
価格:¥ 869 通常配送無料
*表面にアクリル皮膜を形成します。
(2)アルミ表面の腐食防止対策の外観
アルミ表面の腐食防止対策の外観を以下に示します。

*面の滑らかさと反射率が若干悪化します。
*しかし、アルミ表面の腐食防止対策は必要です。
集光用反射ミラーの製作まとめ(1)集光用反射ミラーは結像用と異なり、ミラー面の精度はあまり必要とされません。しかし、発光源からの有効立体角を大きくする必要上、大きなミラーが有利となります。
(2)冷間鍛造による板金加工が集光用反射ミラーの製作にてきします。
(3)冷間鍛造による板金加工では面精度はあまりでませんが、大きなミラーを軽量、低コストで加工できます。
(4)集光用反射ミラーの全面を均一に同じ力で冷間鍛造すれば、理想的には球面に仕上がるはずですが、実際にはミラーの端にいくほど曲率半径は大きくなってしまいました。(中心部ほど曲率半径が小さい)
(5)アルミニウムは両性金属で、酸にも塩基にも溶解するため、ルミ表面の腐食防止対策が必要です。
(6)集光用反射ミラーは厳密な面精度や反射率が要求されないため、これで十分使用可能と思います。
 13章:和菓子用小皿6枚組の製作に行く。
13章:和菓子用小皿6枚組の製作に行く。