 自動彫刻機の原型
自動彫刻機の原型MPLAB_X_IDE_v2.25とPIC18F4553マイコンの復習の3次元パソコン制御ルータ加工機の製作(22章~24章)で製作した自動彫刻機を改造しました。
原型ではUSB送受信を使用しまましたが、設置場所がUSBケーブルの長さに制約されます。(パソコンがノート型なら移動が容易ですが、デスクトップ型の移動は面倒です。)
送受信部分をWi-Fiモジュール ESP-WROOM-02 DIP化キットに変更します。
加工用DCモータの変更加工工具は先端軸径:直径2.35mmのダイヤモンドビットを使用しているのですが、加工物の素材によっては、より大きなトルクを必要とする場合があります。
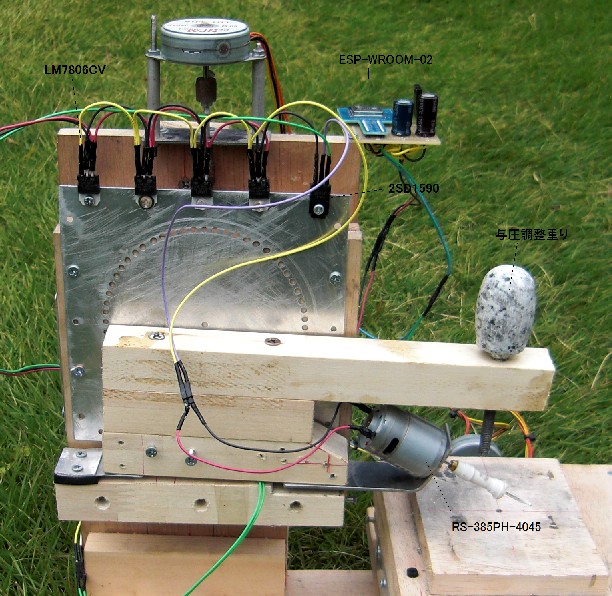
多種の素材に対応するため、DCモータをDCモーター RE-280RA-2865からDCモーター RS-385PH-4045に変更しました。
DCモーター RS-385PH-4045主な仕様は以下の通りです。
・電圧範囲:3.0~9.0VDC(標準6.0V)
・無負荷時電流:0.48A(0.62Amax)
・無負荷時回転数:12100回転/分(±10%)
・負荷電流:2.7A(3.5Amax)
・定格負荷時回転数:10300回転/分(±10%)
・負荷:90g.cm
・負荷出力:9.5W
・効率:60%
・静止電流:15A
・静止トルク:610g・cm
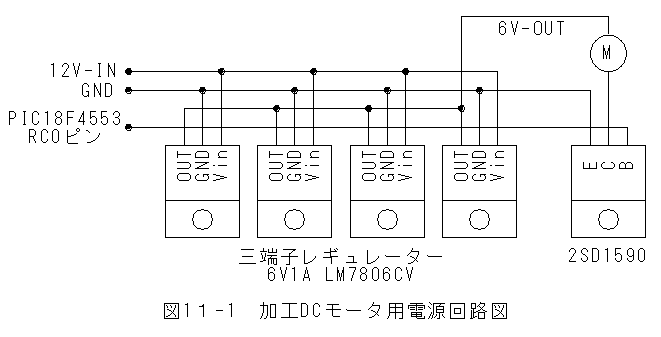
**電源電圧6V、最大電流4Aの電源が必要です。
加工DCモータ用電源回路加工DCモータ用電源回路を以下のように変更しました。
 加工DCモータ用電源回路外観
加工DCモータ用電源回路外観加工DCモータ用電源回路外観を以下に示します。
 ダイヤモンドビット与圧調整重りの設置
ダイヤモンドビット与圧調整重りの設置加工物の素材によってダイヤモンドビット与圧を調整する必要があるため、重りによる調整を可能にしました。
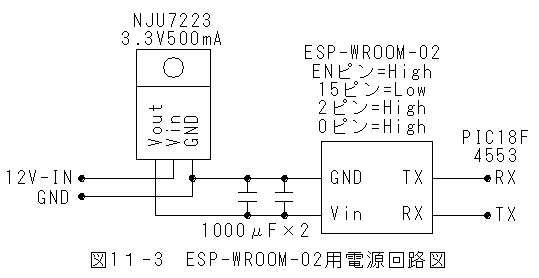
ESP-WROOM-02用電源回路ESP-WROOM-02用電源回路を以下に示します。
 ブレークアウトボードのピン設定
ブレークアウトボードのピン設定(1)ENピン:(Chip Enable.)→Highに設定します。
(2)GPIO-15ピン:(Type I/O MTDO;HSPI_CS; UART0_RTS)→Lowに設定します。
(3)GPIO-2ピン:(Type I/O UART Tx during flash programming)→Highに設定します。
(4)GPIO-0ピン:(Type I/O SPI_CS2)→Highに設定します。
(5)TXピン:(Type I/O GPIO-1)→通信相手のRXに接続
(6)RXピン:(Type I/O GPIO-3)→通信相手のTXに接続
(7)3V3ピン:→3.3V電源供給
(8)GNDピン:→アース
と設定します。
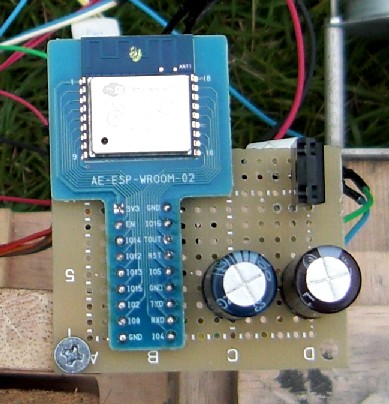
ESP-WROOM-02用電源回路外観ESP-WROOM-02用電源回路外観を以下に示します。
 PIC18F4553用ソースプログラム
PIC18F4553用ソースプログラム今回はUSB通信無しとしたため、ソースプログラムはnewmain.cのみの単純構造となりました。
また、AT+CWJAP="SSID","password"のコマンド送信は1度実行すると記録されているため、省略しました。
詳細は下記の11-1.txtファイルを参照願います。
 [11-1.txt]をダウンロードする。
[11-1.txt]をダウンロードする。注(1)上記ソースプログラムには割込み処理として、シリアル受信処理とタイマー0割込み処理が設定されていますが、タイマー0割込み処理は使用していません。
TCPサーバプログラム7章:TCPサーバプログラム自作の検討(3)[7-1.zip]に修正を加えました。
修正プログラムは以下からダウンロードできます。
[11-1.zip]をダウンロードする。解凍するとMyTcpListener-3フォルダーがあります。フォルダー内に
(1)MyTcpListener.sln等のソースファイル群
(2)MyTcpListener-3.exe:実行ファイル
(3)フォントフォルダー(加工用ビットマップファイル)
があります。
注(1)XYZの移動機構は木工細工の自家製です。
注(2)XYZの移動機構は剛性が無く摩擦が大きい欠点があり、バックラッシュが大きい問題があります。
注(3)上記欠点をカバーするため、位置決めは必ず一方向から行う必要があります。
注(4)WIFI無線通信の成功率は100%ではありません。
注(5)WIFI無線通信で指令を実施した場合、指令が届かない場合と応答が届かない場合があります。
注(6)バックラッシュとWIFI無線通信の失敗を考慮したプログラムにする必要がありました。
注(7)上記を考慮したプログラムは思いのほか大変でした。
操作方法**基本的な手動操作はMPLAB_X_IDE_v2.25とPIC18F4553マイコンの復習の3次元パソコン制御ルータ加工機の製作(24章)と同じです。
(1)WIFI制御自動彫刻機のハードの電源をONします。
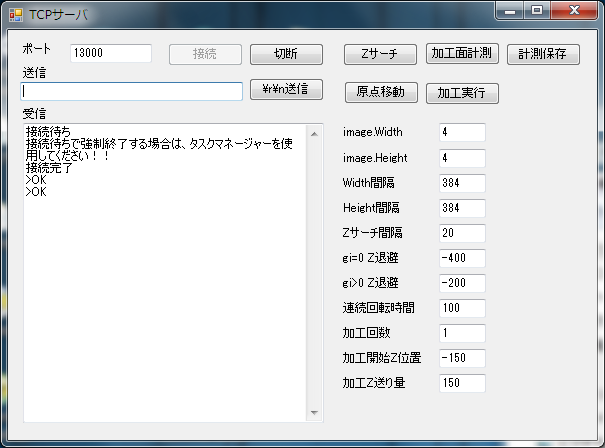
(2)MyTcpListener-3.exeをダブルクリックで起動します。
(3)接続ボタンを押します。
(4)WIFI制御自動彫刻機の押しボタンSW1を押します。
(5)接続が完了して以下のようになります。
(6)加工物をXYステージ上に固定して、Zサーチボタンを押します。
(7)以下のような受信データで完了を確認します。
AD 2912 MC 0 0 500 AD 2914 MC 0 0 520 AD 2878 MC 0 0 540 AD 2815 MC 0 0 560 AD 2814 MC 0 0 580 AD 2800 MC 0 0 600 AD 2786 MC 0 0 620 AD 2759 MC 0 0 640 AD 2706 END
(8)加工実行ボタンを押すとオープンファイルダイアログが表示されます。
(9)加工のテンプレートとなるビットマップファイル「A.bmp」を選択し、開くと加工が実行されます。
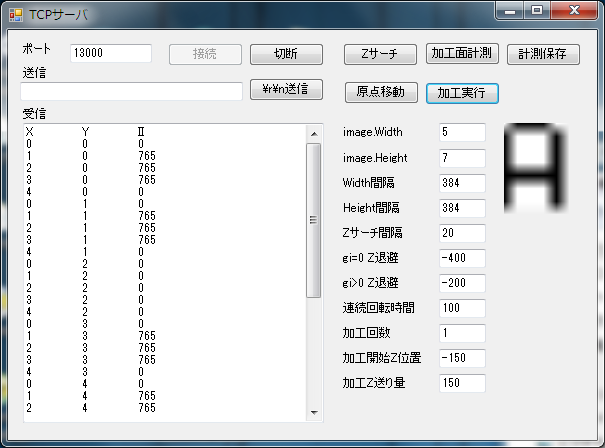
(10)加工完了後の受信データは以下となります。
*II=0が加工ポイント、II=765が加工しないポイントです。
*Zの値は加工高さです。
X Y II 0 0 0 1 0 765 2 0 765 3 0 765 4 0 0 0 1 0 1 1 765 2 1 765 3 1 765 4 1 0 0 2 0 1 2 0 2 2 0 3 2 0 4 2 0 0 3 0 1 3 765 2 3 765 3 3 765 4 3 0 0 4 0 1 4 765 2 4 765 3 4 765 4 4 0 0 5 0 1 5 765 2 5 765 3 5 765 4 5 0 0 6 765 1 6 0 2 6 0 3 6 0 4 6 765 i j gZ0 0 0 660 4 0 660 0 1 660 4 1 640 0 2 640 1 2 680 2 2 660 3 2 680 4 2 660 0 3 660 4 3 660 0 4 660 4 4 660 0 5 680 4 5 660 1 6 660 2 6 660 3 6 660
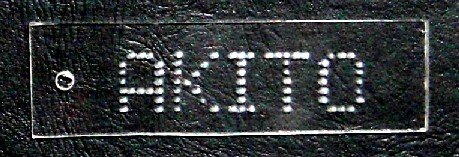
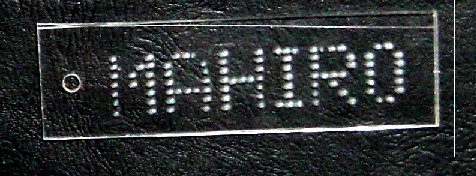
加工事例(1)素材は透明アクリル板t2mmとしました。
(2)ダイヤモンドビットでアクリル板を加工する場合、与圧を大きくしすぎると摩擦熱でアクリル板が溶解するトラブルが発生しました。
(3)与圧を最適化することにより加工できました。
(4)加工事例を以下に示します。
 WIFI制御自動彫刻機の製作まとめ
WIFI制御自動彫刻機の製作まとめ(1)久しぶりに3次元パソコン制御ルータ加工機を動かしました。
(2)前回は素材にアルミ板を使用したのですが、ダイヤモンドピッドでの加工性が悪く、加工に時間がかかったのを思いだしました。
(3)そこで、今回はDCモータをパワーアップして、トルクを増大し、与圧も重りを載せて調整できるようにしました。
(4)今回選択したのは、透明アクリル板ですが、与圧を大きくして高トルクで加工すると摩擦熱でアクリル板が溶けてしまう問題が発生しました。
(5)従って、ほどほどの与圧で加工しました。
(6)ESP-WROOM-02は外部との接続配線数が4本のみですので、簡単に外付けで追加できました。
(7)PIC18F4553マイコンのソースプログラムはUSB通信を使用しないため、newmain.cのみの単純構造となりました。
(8)Windows側のTCPサーバソフトは、通信の応答確認が必要となったため、思いのほか苦労しました。
(9)WIFI制御化により、USBケーブル長さの制限から開放されました!!
 12章:ESP-WROOM-02のファームウエア書き換え方法の検討に行く。
12章:ESP-WROOM-02のファームウエア書き換え方法の検討に行く。