鉄鋼は熱処理により、材料強度を大きく変えることができます。なぜ?熱処理によって、鉄鋼の強度が変化 するのか?この仕組みを理解しましょう!!
 炭素鋼の平衡状態図
炭素鋼の平衡状態図鉄鋼が熱処理により材料強度が変化を理解するには、図18-1に示す炭素鋼の平衡状態図を理解する必要があります。
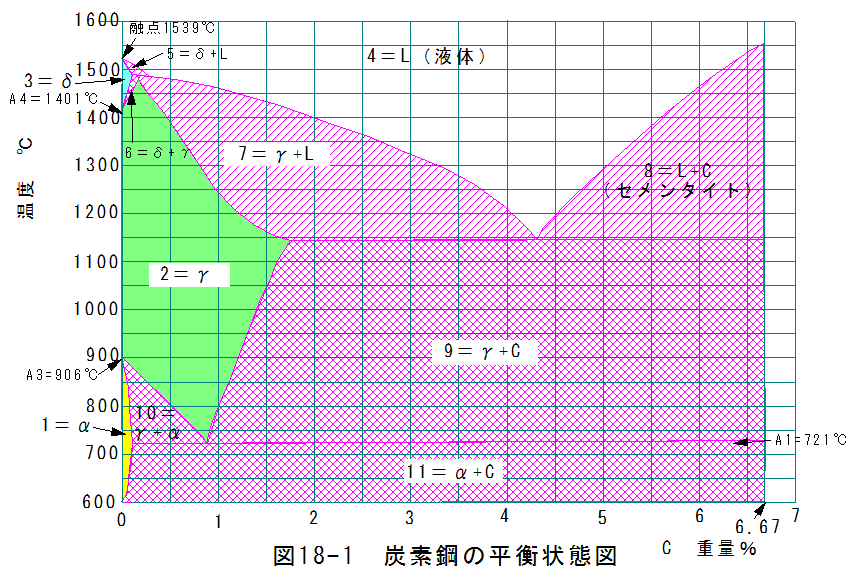
図18-1は縦軸に温度、横軸に炭素の重量%をとっています。鉄と炭素の化合物はFe3Cとなりセメンタイトといいます。
Fe3C(セメンタイト)の炭素重量%は6.67%であり、 Fe3C(セメンタイト)が100%の場合は炭素重量%は6.67%となります。
Fe3C(セメンタイト)は硬く脆い性質があり、鉄とセメンタイトの混合物を鋼といいます。
(1)純鉄の場合
まずは、炭素が0%の場合について、考えてみましょう。
常温での純鉄は体心立方格子の結晶構造を持ち、強磁性体です。温度をA2=768℃変態点まであげると常磁性体に変化しますが 体心立方格子の結晶構造は変化しません。常温での体心立方格子を領域=1で表しα鉄といいます。 α鉄=フェライトともいいます。 さらに、A3=906℃変態点まであげると結晶構造が面心立方格子に変化します。これを領域=2で表しています。面心立方格子をγ鉄 といいます。 γ鉄=オーステナイトともいいます。
さらに、A4=1401℃変態点まであげると結晶構造が体心立方格子に変化します。これを領域=3で表しています。この体心立方格 子をδ鉄といいます。 δ鉄はあまり利用されません。
さらに、融点1539℃まで上げると溶解し液体となります。
(2)固溶体
図18-1において、
・領域1( α鉄)は僅かに炭素を固溶することができます。
・領域2( γ鉄)は固溶できる炭素の量が増大します。
・領域3( δ鉄)は僅かに炭素を固溶することができます。
・領域4( 液体)は完全に炭素を固溶することができます。
(3)偏析
偏析とは最初に凝固する部分と後から凝固する部分で濃度差が生じる現象で材料が互いに溶解できない場合に生じる現象です。
身近な例でいうと水に油を溶かしたような状態です。水と油の混合物としては、サラダオイル、牛乳、マヨネーズ、 クリーム等があります。互いに溶解しないにもかかわらず水と油の比率や粒子の大きさによって状態は変化します。
鉄とセメンタイトも同様に比率や粒子の大きさによって状態が変化します。
図18-1において、
・領域5はδ鉄と液体の混合状態です。
・領域6はδ鉄とγ鉄の混合状態です。
・領域7はγ鉄と液体の混合状態です。
・領域8はセメンタイトと液体の混合状態です。
・領域9はγ鉄とセメンタイトの混合状態です。
・領域10はγ鉄とα鉄の混合状態です。
・領域11はα鉄とセメンタイトの混合状態です。
常温での安定状態は領域11のα鉄とセメンタイトの混合状態ということになります。
(4) α鉄とセメンタイトの混合状態による特性差
α鉄はフェライトとも呼ばれ体心立方格子の結晶構造を持ち、強磁性体です。炭素鋼はこれにFe3C(セメンタイト)が混ざった 状態となっています。
・球状パーライト 領域2の状態からゆっくりと徐冷するとセメンタイトが球状化します。これを球状パーライトといいます。柔らかくなります。
・トルースタイト 大きな鋼材を領域2の状態から水冷したとき、その中心部は焼き入れ効果が不十分となりセメンタイトが網状に析 出します。マルテンサイトより柔らかいが脆くは無い。
・ソルバイト 大きな鋼材を領域2の状態から油中に焼き入れしたとき、または小片を空中冷却したときのセメンタイトの析 出状態です。トルースタイトよりも柔らかくなります。
・マルテンサイト 鋼材を領域2の状態から水冷したとき、急激な冷却によりセメンタイトが析出できずに体心立方格子の結晶構造内 に炭素が固溶された状態となります。
マルテンサイトにはαマルテンサイトとβマルテンサイトがあります。 αマルテンサイトは水冷直後の状態で体心立方格子の 結晶構造が僅かに膨張した状態となります。この状態は不安定で、約100〜150℃の加熱で体積が収縮してβマルテンサイトに変 化します。 βマルテンサイトの体積変化はβマルテンサイトより安定です。マルテンサイトは非常に硬く、脆い性質となります。
ステンレス鋼(1)フェライト系
SUS430(18Cr)が代表的であり、 α鉄(フェライト、体心立方格子)強磁性体です。熱処理により硬化しません。通常 雰囲気での耐腐食性があります。
(2)マルテンサイト系
SUS440A(18Cr-0.7C)、 SUS440B(18Cr-0.8C)、 SUS440C(18Cr-1C) α鉄(フェライト、体心立方格子)強磁性体 です。熱処理により硬化します。
焼きなましの状態では腐食しやすく、焼き入れ焼き戻しの状態では腐食しにくくなります。
(3)オーステナイト系
γ鉄(オーステナイト、面心立方格子)非磁性体です。熱処理によりγ鉄(オーステナイト、面心立方格子)とします。
SUS304(18Cr-8Ni) Niを添加することにより、領域2( γ鉄)が拡大します。領域2の状態から急冷するとγ鉄の状態が保持されます。
γ鉄(オーステナイト、面心立方格子)は耐腐食性に優れています。耐腐食性が重要な場合は、オーステナイト系のステンレスを使用します。
SUS304(18Cr-8Ni)は、加工歪により部分的にマルテンサイトに変化します。過酷な状況では腐食する場合があります。
SUS316(18Cr-12Ni)、SUS316L( 18Cr-12Ni-低C) Niの添加量を増やすことによりγ鉄(オーステナイト、面心立方格子)構造が 安定し、加工歪によるマルテンサイト化が少なくなります。
過酷な条件での耐腐食性に優れます。
炭素工具鋼の条件表炭素工具鋼の組成と熱処理条件を表18-1に示します。
表18-1 炭素工具鋼の条件表
| 項目 | SK1 | SK2 | SK3 | SK4 | SK5 | SK6 | SK7 |
| C(%) | 1.3〜1.5 | 1.1〜1.3 | 1〜1.1 | 0.9〜1 | 0.8〜0.9 | 0.7〜0.8 | 0.6〜0.7 |
| Si(%) | 0.35以下 | 0.35以下 | 0.35以下 | 0.35以下 | 0.35以下 | 0.35以下 | 0.35以下 |
| Mn(%) | 0.5以下 | 0.5以下 | 0.5以下 | 0.5以下 | 0.5以下 | 0.5以下 | 0.5以下 |
| P(%) | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 |
| S(%) | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 |
| 焼なまし温度℃ | 750〜780 | 750〜780 | 750〜780 | 740〜760 | 730〜760 | 730〜760 | 730〜760 |
| 焼なまし条件 | 徐冷 | 徐冷 | 徐冷 | 徐冷 | 徐冷 | 徐冷 | 徐冷 |
| 焼なまし硬さHB | 217以下 | 212以下 | 212以下 | 207以下 | 207以下 | 201以下 | 201以下 |
| 焼入れ温度℃ | 760〜820 | 760〜820 | 760〜820 | 760〜820 | 760〜820 | 760〜820 | 760〜820 |
| 焼入れ条件 | 水冷 | 水冷 | 水冷 | 水冷 | 水冷 | 水冷 | 水冷 |
| 焼戻し温度℃ | 150〜200 | 150〜200 | 150〜200 | 150〜200 | 150〜200 | 150〜200 | 150〜200 |
| 焼戻し条件 | 空冷 | 空冷 | 空冷 | 空冷 | 空冷 | 空冷 | 空冷 |
| 焼入れ硬さ | HRC63以上 | HRC63以上 | HRC63以上 | HRC61以上 | HRC59以上 | HRC56以上 | HRC54以上 |
表18-1のSK3を例にとると焼きなまし状態から、焼入れ焼き戻しの熱処理により硬さはHB212以下からHRC63以上になることがわかります。
硬さの単位が異なるためわかりにくいのですが、これを引張強さに換算すると約700MPaから約1790MPa程度に向上することになります。
ステンレス鋼の条件表炭素工具鋼の組成と熱処理条件を表18-2に示します。
表18-2 ステンレス鋼の条件表
| 項目 | SUS430 | SUS304 | SUS316 | SUS316L | SUS440A | SUS440B | SUS440C |
| C(%) | 0.12以下 | 0.08以下 | 0.08以下 | 0.03以下 | 0.6〜0.75 | 0.75〜0.95 | 0.95〜1.2 |
| Si(%) | 0.75以下 | 1以下 | 1以下 | 1以下 | 1以下 | 1以下 | 1以下 |
| Mn(%) | 1以下 | 2以下 | 2以下 | 2以下 | 1以下 | 1以下 | 1以下 |
| P(%) | 0.04以下 | 0.04以下 | 0.04以下 | 0.04以下 | 0.04以下 | 0.04以下 | 0.04以下 |
| S(%) | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 | 0.03以下 |
| Ni(%) | 0.6以下 | 8〜10.5 | 10〜14 | 12〜15 | 0.6以下 | 0.6以下 | 0.6以下 |
| Cr(%) | 16〜18 | 18〜20 | 16〜18 | 16〜18 | 16〜18 | 16〜18 | 16〜18 |
| Mo(%) | − | − | 2〜3 | 2〜3 | 0.75以下 | 0.75以下 | 0.75以下 |
| 焼なまし温度℃ | 750〜780 | − | − | − | 800〜920 | 730〜760 | 730〜760 |
| 焼なまし条件 | 徐冷 | − | − | − | 徐冷 | 徐冷 | 徐冷 |
| 焼なまし硬さHB | 183以下 | − | − | − | 255以下 | 255以下 | 269以下 |
| 焼入れ温度℃ | − | 1010〜1150 | 1010〜1150 | 1010〜1150 | 1010〜1070 | 760〜820 | 760〜820 |
| 焼入れ条件 | − | 急冷 | 急冷 | 急冷 | 油冷 | 油冷 | 油冷 |
| 焼戻し温度℃ | − | − | − | − | 100〜180 | 100〜180 | 100〜180 |
| 焼戻し条件 | − | − | − | − | 空冷 | 空冷 | 空冷 |
| 焼入れ硬さ | − | HB187以下 | HB187以下 | HB187以下 | HRC54以上 | HRC56以上 | HRC58以上 |
表18-2において、
・SUS430は通常焼入れ焼き戻しを行わないため、焼入れ焼き戻しの条件はありません。
・SUS304、SUS316、SUS316Lは、1010〜1150℃の高温状態から、急冷によりγ鉄(オーステナイト、面心立方格子) 構造にします。オーステナイトは脆くはありませんので焼き戻しは行いません。(この場合は固溶化処理といいます。)
・SUS440A、SUS440B、SUS440Cは焼入れ焼き戻しにより、工具鋼と同様に硬くなります。SUS440Cを例にとるとHB269 からHRC58に変化することになります。これを引張強さに換算すると約875MPaから約1410MPa程度に向上することになります。
 19章:硬さ試験方法の話に行く。
19章:硬さ試験方法の話に行く。