 円筒研削冶工具の外観
円筒研削冶工具の外観作成した円筒研削冶工具の外観を以下に示します。
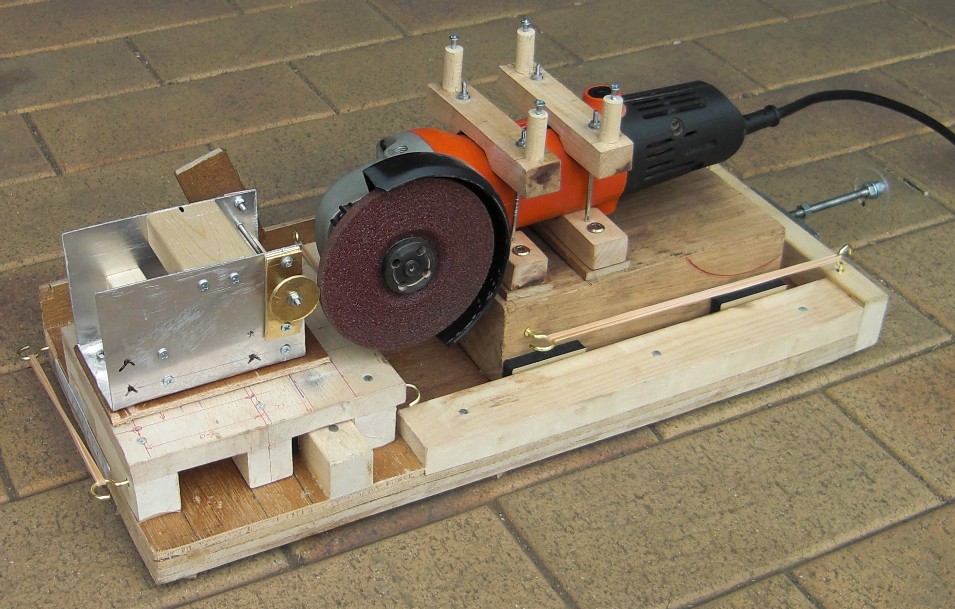
(1)ディスクグラインダー 移動台とワーク移動台は、2章:切断冶工具と同じです。
(2)移動台の移動方向与圧が無いと位置が安定しないため、移動方向与圧を追加しました。
(3)移動方向与圧は引張ばねのかわりに輪ゴムを使用しました。(意外と良い感じです!!)
(4)ディスクグラインダーの取付方向を逆にすると、切粉が上に上がって危険です。
(5)高さ調整のためt5mmの木片を設置しました。
(6)回転支持台はt1mmのアルミを曲げて作成しましたが、強度不足のため、木片で補強しました。
(7)回転軸受けはアルミですと強度不足のため変形しました。
(8)回転軸受けはt1mmの黄銅(C2801P)を2枚重ねて使用しました。
(9)設計図無しで製作しました。
円板の加工事例レヂボンエースゴールド RA-GII(外径100X厚さ6X孔径15)を使用したアルミ、黄銅、軟鉄の加工事例を以下に示します。

(1)アルミ、黄銅、軟鉄ともバリの発生が確認されます。
(2)研削面の仕上がりが、一般的な旋盤加工より劣る感じです。
(3)アルミはレヂボンエースゴールド RA-GIIの目詰まりが発生して、研削時の抵抗が大きくなります。
(4)黄銅はアルミより目詰まりが少なくなります。
(5)軟鉄は研削による火花が発生しますが、軽快に研削できました。
円板のバリとりと仕上げ加工*円筒研削冶工具で加工した円板はバリとりと仕上げ加工が必要です。
(1)バリは金属用ヤスリまたはダイヤモンドヤスリで簡単に除去できます。
(2)仕上げ加工は電気ドリルと金属用ヤスリまたはダイヤモンドヤスリで行います。
円板を電気ドリルにセットした状態を以下に示します。

(3)円板を電気ドリルで回転させながら、ヤスリをかけます。
(4)ヤスリは一定点のみをつかうと目詰まりしてあまり削れませんので動かす必要があります。
(5)最後に目の細かいダイヤモンドやすりを使用するときれいに仕上がります。
(6)円板のバリとりと仕上げ加工後の外観を以下に示します。
 SUS304 Φ3mm丸棒の先端形状加工
SUS304 Φ3mm丸棒の先端形状加工ヤナセ 切断砥石 翼 105mm RC-100TSを使用した、SUS304 Φ3mm丸棒の先端形状加工例外観を以下に示します。

(1)加工速度が速く、一瞬で削れてしまいます。
(2)バリはあまりありませんが、加工面はあまりきれいではありません。
SUS304 Φ3mm丸棒の先端形状加工の仕上げ加工(1)円板と同様に電気ドリルと金属用ヤスリまたはダイヤモンドヤスリで行います。
(2)仕上げ加工後の外観を以下にしめします。
 円筒研削冶工具まとめ
円筒研削冶工具まとめ(1)電気ドリルとやすりを使用した、円板または丸棒の加工は切削速度が遅く荒削りが困難でした。
(2)電気ドリルと木工用のみを使用すると木材、アクリル、ゴムに対しては十分な切削速度を得ることができます。
(3)電気ドリルと木工用のみでは金属を削ることはできませんでした。
(4)円筒研削冶工具を使用するとアルミ、黄銅、軟鉄、SUS304に対して、十分な切削速度を得ることができます。
(5)円筒研削冶工具は切削速度が早い反面、バリが発生したり、仕上げ面がきれいでない問題があります。
(6)これはディスクグラインダー用の砥石が仕上げ面より切削速度を重視した設定になっているためと思われます。
(7)切削速度を上げるには砥粒の大きさを大きくする必要がありますが、仕上げ面が粗くなります。
(8)仕上げ面をきれいにするには、砥粒の大きさを小さくする必要がありますが、切削速度が遅くなります。
(9)ディスクグラインダーを応用した円筒研削冶工具は荒削りに適することになります。
(10)仕上げ加工は電気ドリルとやすりで可能です。
(11)円筒研削冶工具により円板や丸棒の加工が可能であることが確認できました!!
 4章:電気ドリルによる高精度穴開けに行く。
4章:電気ドリルによる高精度穴開けに行く。