 SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工の目的
SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工の目的SUS430Φ3mm丸棒はホームセンターで入手可能です。これを利用してネジ長さ140mm、280山の送りネジを製作します。
M6ならばロングネジがホームセンターで入手可能ですが、M3のロングネジは軽量で、より小さなトルクで駆動できるため、小型化が可能となります。
また、ピッチが0.5mmなのでより細かな送りが可能となります。ただし、細いので曲がりやすい欠点があります。
2.SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工のポイント
(1)加工方法は旋盤を用いるか、M3のダイスを用いる必要があります。
(2)趣味用なので、旋盤の使用は困難でM3のダイスを用いることになります。
(3)加工負荷トルクにより、SUS430Φ3mm丸棒の固定が不十分ですとスリップが発生します。
(4)SUS430Φ3mm丸棒の固定が十分な場合、SUS430Φ3mm丸棒の許容トルクを加工負荷トルクが上回り塑性変形が発生します。
(5)SUS430Φ3mm丸棒を直接M3のダイスで加工すると切削量が多くなり、過剰な加工負荷がかかります。加工負荷トルクを軽減するため、丸棒の外形をΦ2.9mmに加工します。
(6)ネジ外径が調整可能なM3のダイスを用いる場合、基準ネジを使用してネジ外径の調整を行う必要がありあす。
(7)ダイスは刻印側が食い込み側で、反対側が仕上げ寸法になっています。
(8)ネジ外径が調整可能なM3のダイスを用いる場合、固定ボルトを強く締めるとネジ外径が変化してしまいます。
(9)固定ボルト無しで、回転防止するとダイスのスプリング作用が働き、加工負荷トルクが軽減します。
(10)切削油の代わりに食器用中性洗剤原液を使用すると、潤滑性、切粉のクリーニング性が向上します。
(11)こまめな、逆回転、切粉のクリーニング、潤滑が重要です。
SUS430Φ3mm丸棒の外形Φ2.9mm加工方法SUS430Φ3mm丸棒の外形Φ2.9mm加工時の外観を以下に示します。

*Φ3mmの穴の開いた鉄板を万力でくわえます。
*電気ドリルでSUS430Φ3mm丸棒をくわえます。
*SUS430Φ3mm丸棒をΦ3mmの穴に通します。
*電気ドリルでSUS430Φ3mm丸棒を回転しながらやすりがけします。
*やすりは前後に移動する必要があります。
*ノギスの寸法を2.9mmで固定して、ノギスがぎりぎり通る寸法までやすりがけします。
M3ダイスの改造ダイス固定ボルトでネジ外径が調整可能なM3のダイスを固定するとスプリング作用が利用できなくなるため、改造しました。

*ネジ外径が調整ネジをホルダーの外まで出しました。
*基準ネジを使用して、ネジ外径を調整ネジを調整します。
*ネジ外径調整後はナットでロックします。
*ダイス固定ボルトは不要ですのではずします。
*こうすると、ダイス固定ボルトを使用せずにダイスは回転しません。
*加工負荷トルクの無い時は、調整後のネジ外径となります。
*過度の加工負荷トルクが加わるとスプリング作用で加工負荷トルクを軽減します。
M3ダイス加工M3ダイス加工の様子を以下に示します。

(1)SUS430Φ3mm丸棒(Φ2.9mm加工済み)をt1mmアルミ板を使用して固定します。
(2)直接固定するとSUS430Φ3mm丸棒にキズができます。
(3)アルミ板のかわりに鉄板を使用するとスリップします。(アルミは強く固定すると変形しますが固定はしっかりできます。)
(4)SUS430Φ3mm丸棒の固定位置を長くすると加工負荷トルクによる弾性変形量が大きくなりすぎるので短く固定します。
(5)ダイスは刻印側から食い込ませます。
(6)少しダイスを正転した後逆転します。
(7)歯ブラシに食器用洗剤原液をつけて、クリーニングと潤滑をします。
(8)ダイスの正転、逆転クリーニングと潤滑を繰り返します。
(9)約20mm(40山)程度ごとに、SUS430Φ3mm丸棒の固定位置を変更するとともに、ダイスの完全クリーニングを行います。
(10)ダイスに水道水を流すと切粉と食器用洗剤原液の混合物は完全に除去できます。
(11)140mm(280山)加工して終了です。
加工ネジ山形状の確認加工ネジ山形状の確認結果を以下に示します。
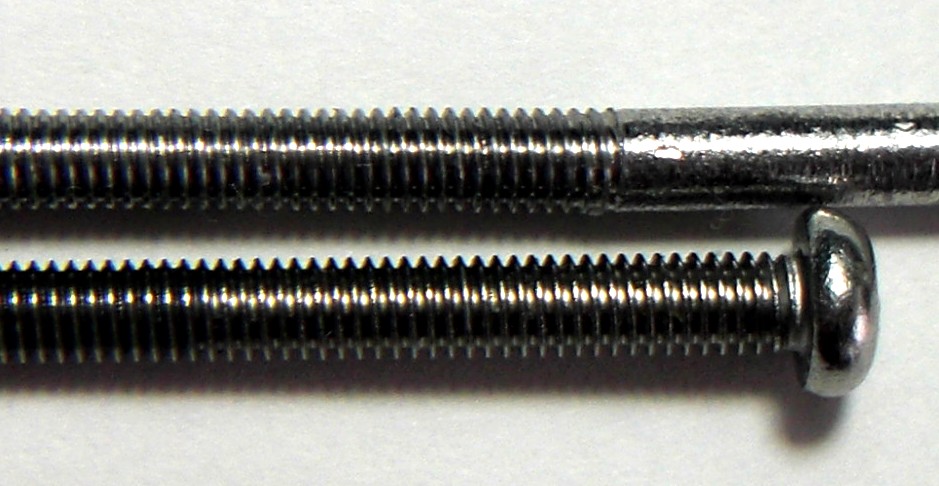
*上がSUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工です。
*下が基準ネジです。
*ダイス刻印側(食い込み側)の谷径が大きく、テーパになっていることが確認できます。
*基準ネジの山形状は三角に近くなっていることが確認できます。
*SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ山形状はやや台形になるようです。
SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工まとめ(1)SUS430Φ3mm丸棒のロング(ネジ長さ140mm、280山)ネジ加工は思いのほかてこずりました。
(2)ネジ外径が調整可能なダイスの扱いは思いのほか難しい。
(3)ネジ外径が調整可能なことは、反面ネジ外径が狂いやすく扱いにくくなります。
(4)SUS430Φ3mm丸棒のダイス加工負荷トルクは大きいため、加工負荷トルクの低減処理が必要となります。
(5)加工負荷トルクの低減処理は、Φ2.9mm外径加工、スプリング作用による軽減、潤滑の3方法の併用となります。
(6)また、切粉によるネジ山破損トラブルを避けるため、頻繁なクリーニングが必要となります。
(7)潤滑材としては、ミシン油(ベニサン)、二硫化モリブデングリス(エーゼット)、食器用中性洗剤原液(キュキュット)を比較評価しました。
(8)加工負荷トルクの低減効果は二硫化モリブデングリス(エーゼット)がベストでしたが、切粉の除去が困難で切粉によるネジ山破損トラブルが多発しました。
(9)食器用中性洗剤原液(キュキュット)が切粉の除去が容易で、ネジ山破損トラブルを低減できました。
(10)ダイスには、ネジ外径が調整可能タイプと固定タイプがあります。
(11)廉価版ダイスセットは固定タイプです。
(12)固定タイプは扱いが容易で、面倒な調整無しに使用できます。
(13)最初は廉価版ダイスセットでΦ2.9mm外径加工無し、潤滑無しに無造作に加工しました。
(14)この場合、加工負荷トルクが大きく、SUS430Φ3mm丸棒が塑性変形する問題が生じました。
(15)それでも1本は加工できたのですが、2本目でダイスの刃が折れました。
(16)廉価版ダイスセットでΦ2.9mm外径加工と潤滑をきちんと行っておれば、ダイスの刃が折れなかった可能性があります。
(17)SUS丸棒のダイス加工は、慎重な加工条件で行う必要があることを痛感しました。
 6章:住所表示板の作成に行く。
6章:住所表示板の作成に行く。